Our website use cookies, which are necessary for its functioning and required to achieve the purposes provided in our cookie policy. To find out more or withdraw your consent to all or some of the cookies, please refer to the cookie policy. By clicking 'OK', closing this banner, clicking a link or continuing to browse, you agree to the use of cookies.
Privacy Policy



We develop advanced chemistries to
improve your processes and your products.
We engineer effective and high quality cleaners, conformal coatings, and other chemical products to improve the reliability and longevity of electronic products and optimize production throughout.

Medical Device Cleaning
Medical Device Cleaning
Techspray solvent cleaners are formulated and manufactured to an exacting specification to provide unparalleled performance. We have off-the-shelf products and can even engineer customized solutions to meet your specific needs.
Learn More

Conformal Coating
Conformal Coating
Techspray offers SR, AR and UR conformal coating formulas for a wide variety engineering requirements including thermal, moisture & static resistance. All coatings are IPC-CC-830B and UL94 V-0 qualified.
Learn More
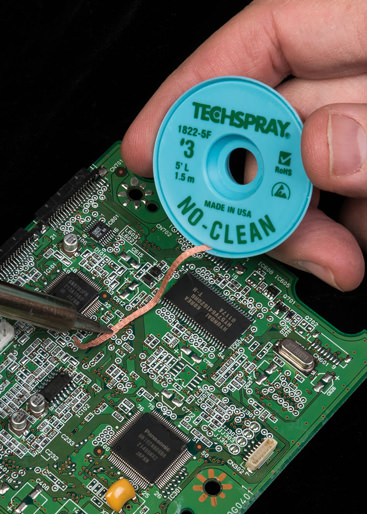
Desoldering Braid
Desoldering Braid
Techspray wick has been a mainstay at PCB rework, repair and prototyping stations for over 30 years. Available in 6 different widths, pretreated with rosin flux, no-clean flux, or unfluxed.
Learn More
IN THE NEWS




n-Propyl Bromide (nPB), Trichloroethylene (TCE), Perchloroethylene (Perc), and Methylene Chloride are four examples of harmful chemicals that are commonly used in aerosol and bulk cleaners in industrial applications. The lack of toxicity knowledge and control can lead to employee ill health, downtime, and potential liability, no matter what the legal standing of a particular chemical.
next...
Ask A Technical Question
Techspray - US office
8125 Cobb Center Drive
Kennesaw, GA 30152, United States
1-678-819-1408
Toll-Free: 800-858-4043
Fax: 770-424-4267
Techspray - China office
ITW Specialty Materials (Suzhou) Co., LTD
Suzhou, Jiangsu, CN
008651282060808
Techspray - European office
ITW Contamination Control EMEA
Saffierlaan 5
2132 VZ Hoofddorp
The Netherlands
+31 88 1307 400
info@itw-cc.com
You did not finish submitting your information to request a sample