
Webinar: PCBA Cleaning Defects – Product or Process?
Speakers:
- Pierce Pillon – Senior Field Engineer, ITW Contamination Control Electronics
- Kevin Pawlowski – Application Specialist, ITW Contamination Control Electronics
- Eric Camden – Lead Investigator, Foresite, Inc.
Table of Contents
(click to view subject) 
Introductions & Overview
Kevin Pawlowski:
Okay, well, we'll go ahead and get started. Well, everybody, welcome. My name is Kevin Pawlowski. I'll be your moderator. I'm the application specialist over at ITW Contamination Control. So, you call into the company, you got any questions on our products, or you're having an issue, you send it through chat, through email, anything, it's sure going to go to through me first, and then I'll get others involved. ITW Contamination Control, we manufacturer brands like Techspray and Chemtronics. So, the cleaning chemicals used in your process.
And so, let me get into our panel. Okay, so these are our speakers. This is Pierce Pillon. Pierce Pillon is the lead chemist, has been a lead chemist for Techspray for years, and has actually formulated a lot of our products. And so, he is definitely an expert in the chemistry side of the business. And right now, he's traveling the country, working with customers to solve their problems to qualify our products into the facility. So, great guy to know. And if you're ever having any problems with our products, he can be there, and in person, work with you to solve those. Pierce is active in SMTA and IPC.
Now, our other panelist is Eric Camden. He's the lead investigator for Foresite, and he's been doing that for about 21 years. He's responsible for cleaning processes and parameters, PCB and PCBA process optimization and troubleshooting, and on site investigations. Eric is a regular presenter at industry events and conferences like SMT and IPC's Cleaning and Coating Conference. Foresite, to let you know about that company, is a consulting and analytical test laboratory dedicated to solving product reliability issues created when electronics manufacturing process residues and other surface contaminants degrade field performance.
So, Pierce is the chemistry guy, and Eric is the process guy. So, two experts that can take us through our subject today, which is PCBA Cleaning Defects: Is it the Product or the Process? That's the big question. Because a lot of what happens is, the reason you're here, probably at one time or another, you've had problems with your cleaning process. And you don't clean for a living. It's a part of your process. And so, you don't have an engineering degree in cleaning. And so, how do you identify what's going on? And very quickly, a lot of times, the first thing people go to is, hey, let's check out the cleaning product. Is there a problem with the product, when actually it's a lot of times more complicated than that.
So, we're going to get into that, and by the end, you'll have an answer to that question. So, we'll get into what is defluxing? Why do you want to remove flux? Cleanliness testing methods, process optimization, cleaning product issues, and questions.
IPC PCBA Reliability Classes
Eric Camden:
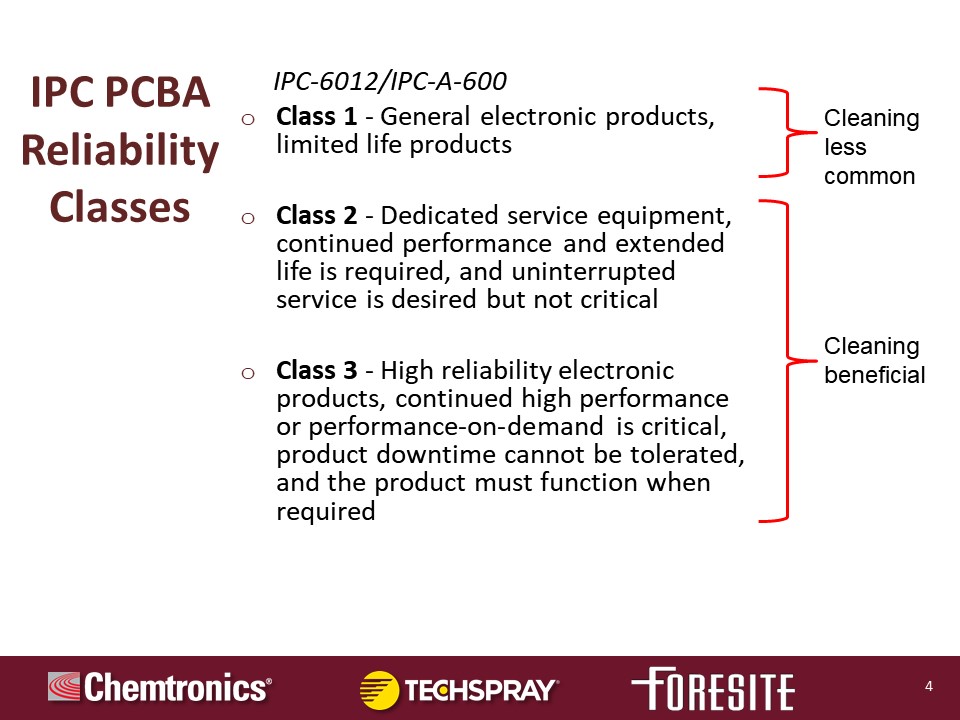
So, the first thing we're going to talk about here is the IPC reliability classes. So, class one, it's your general electronics or your disposables, your calculators, and really, most consumer goods at this point have at least one level that's going to be considered a general electronic product, non-repairable. So, we never see these type of assemblies being cleaned. I would say, in my estimation, less than 1% of these, they're going to be cleaned. So, I would guess that most of the participants in this webinar are either class two or class three. And the IPC does not have a requirement for cleaning either class.
So, it's stipulated that cleaning is definitely beneficial for certain end use environments, certain applications, but when you start looking at services, desirable, not critical versus downtime cannot be tolerated for class three, and now we're talking about more medical, aerospace type electronics where cleaning can definitely be beneficial. And we'll cover different reasons for that as we go through the webinar. But whether you're building class two or class three, cleaning can definitely be a big improvement for your reliability in the end.
What Is Flux?
Pierce Pillon:
Flux is the primary contaminant on the assembly that we're going to focus on today, although there are loads of other contaminants out there that you could be concerned with. But flux is a primary one that we will be looking at today.
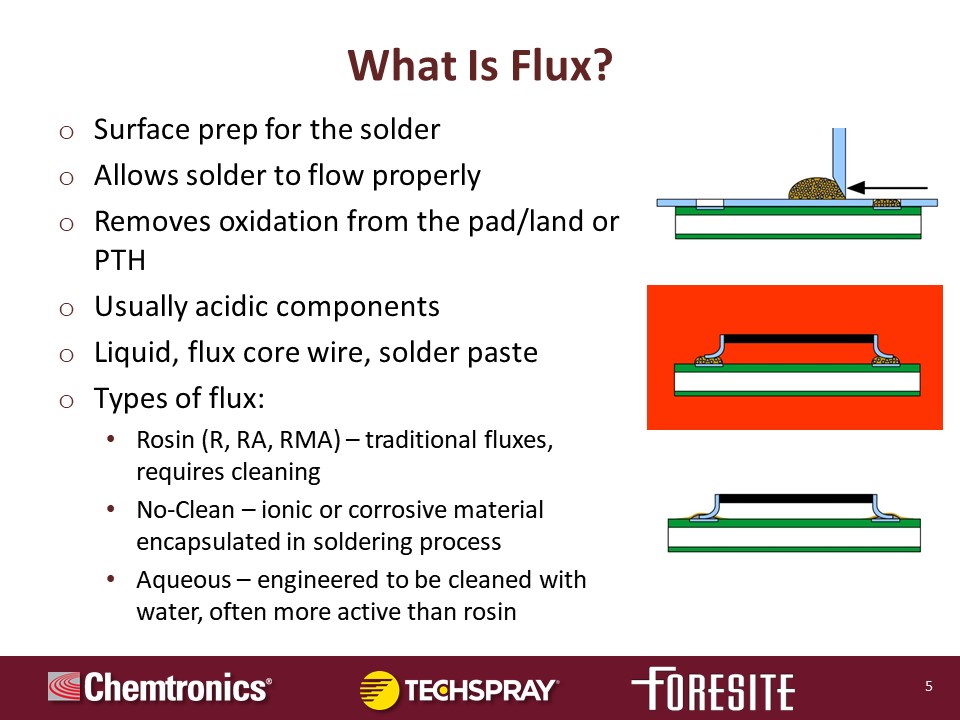
So, what is flux? Flux is a chemistry or a product that prepares the surface for the soldering process. And it allows the solder to flow properly over the areas where it needs to be, and away from the areas where it doesn't need to be. Well, how does it do this? Essentially, it removes the oxidation from the pad, the land, the through hole, whatever the soldering surface is going to be, it removes any primary oxidation off of that surface, and it allows the solder to adhere. Usually, these are acidic components, carboxylic acid. Some of the more common ones are abietic acid, succinic, sebacic. There are many others out there.
The packaging types that you see are the ubiquitous liquid flux in a bottle. We have flux core wire. If you're not familiar with that, it's a hollow tube of solder with the appropriate flux packed in the center of it so it acts as the solder melts. Solder paste is a little more complex. It combines the flux along with the powdered metal of the appropriate mesh and type along with rheology agents, surface active agents, binders. It's very complex. And each of these as you go up the line near those three are going to be more complex residues to clean.
Now, the types of fluxes. The traditional fluxes are considered rosin fluxes. Now, I get the question sometimes what's the difference between rosin and resin? Rosin is colophony. Essentially, it's obtained through natural sources like pine trees, okay? Resins are the major set. A rosin is a subset of the resins. So, all rosins are resins, but not all resins are rosins. That's essentially it. And in that, you have the pure rosin. You have the rosin activated, the RA, and then the RMA, which is the rosin mildly activated.
The next category would be no-clean. And I'm sure everybody is at least familiar with using no-clean, but may not be familiar with exactly how it works. As the flux is utilized, it complexes together. It still has ionic materials or other corrosive components. And as it's complexed, it's encapsulated. All of these materials are encapsulated into a shell, for lack of a better word, during the soldering process. And that protects the rest of the assembly from coming in contact with the ionic or the other materials that would be deleterious to the assembly.
And finally, we have the aqueous fluxes, which are the water solubles. They're engineered to be cleaned with water. Sometimes they operate, they may add a little chemistry to the water just to ease the load on the system. They are highly active, extremely active, which means that those residues must be removed within a shorter time as possible because they're highly active, which means are highly corrosive, as is in the presence of moisture. So, even just the humidity in the air.
Kevin Pawlowski:
What are synthetic fluxes? Is it harder to clean a synthetic flux? And what are they?
Pierce Pillon:
Well, they're basically part of the resin, the master set. They are not naturally occurring materials from trees, essentially. I don't know that they are any easier or harder to clean. I think it depends on how they're processed through the manufacturing system.
Eric Camden:
I agree, Pierce. I mean, I don't think they're any harder to clean. we certainly haven't noticed a trend that they're harder to clean here based on field failures. But they're no better or worse than most of your high resin content fluxes that are meant to be left in place. They all have a unique set of challenges to them, even in open architecture type components. But it's especially compounded when you're looking at miniaturization, low standoff, bottom terminated components.
But I don't believe they're any more difficult to clean, because they're already pretty hard to clean. And it's just knowing how to test for your worst case scenario, for how effective is your wash process, you look at those worst case scenario kind of parts. Next to tall can caps or connector bodies that are going to create a shadow opportunity for the fluid flow, things like that. So, it doesn't really matter what flux we're using. It really comes down to, you're looking at how effective what you're doing is and doesn't need to be optimized.
I will say this, when we say process versus product, from my vantage point, from what I've done for 20 plus years now, is I always think it's easier in most every case to optimize a process to work within the constraints of the material set that you've chosen that's been approved. A lot of times, if you're going back to do a secondary review of a process, I've already got a sign off from my customer as a CM. My customer said, "Okay, you can use these materials," whether they were in house already or imposed by your customer.
Now, it's a lot easier, cheaper and quicker to optimize an existing process than to go look for new materials, new fluxes, new saponifier, or whatever it is, because then you have to go back and do the full process qualification again, more than likely, you have to run surface insulation resistance. That's a major change when you start dropping in different materials. So, process versus product, it's quicker, faster to look at your process before you start changing products,
Why Clean Your PCBA?
Eric Camden:
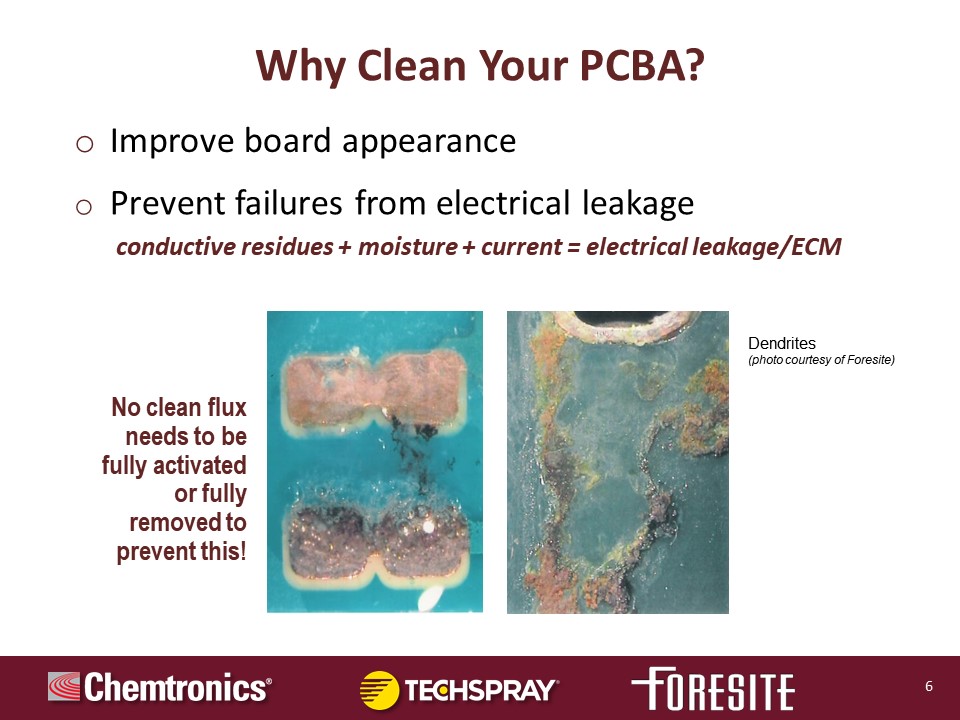
So, when we talk about cleaning your PCB, there are several different reasons why you should do that. One reason that we see is to improve board appearance. Now, is it purely cosmetic? There are some people who will swear up and down that a shiny solder joint is a good solder joint. While that may not be the case, there are certain customers that want what they want. That's what they're paying for.
So, you're being imposed to wash the assemblies. The big reason is to prevent failures from electrical leakage. So, when you have any flux residues that are still active, any of the flux types that Pierce just covered, active flux residues are very hydroscopic. And depending on the induce environment and the amount of available atmospheric moisture, you can easily set up an electrical leakage path, which will lead to electrochemical migration.
So, looking at the photos on the slide right here, you can see some small and some not so small dendrite paths, which are basically deplating cells. So, we've got a video now that shows exactly how these are made. So, when you look at how a dendrite is formed, what you can see is it appears that the dendrite is growing from one side to the other, from the bottom to the top in this video specifically. But what we have here is actually it's a deplating cell. So, it's actually taking copper from the cathode and adding it to the anode. So, it's really an addition from one side to the other. And this is because there is conductive material available, there is a voltage differential, and there is moisture. So, in this video particularly, this was a pure drop of methanesulfonic acid, five volts, and this is real time.
So, it doesn't take long to get a dead short if you have an extreme amount of active residues present, be they from flux, or handling, or other sources. But this is what happens underneath your components. And we're going to greater depth later, but really, bottom terminated components are one of the biggest failed components that we see here in the lab when customers send us field failures. And that's because of the low standoff height.
And how that really translates to this video is the fact that you can't see the residues underneath these components. You can clean an assembly and then do a visual inspection and say, "Okay, I don't have any fern, I don't see any heavy pockets of flux residue, whatever it might be." So, this is what happens underneath these components as soon as they go on the field and they get power put to them.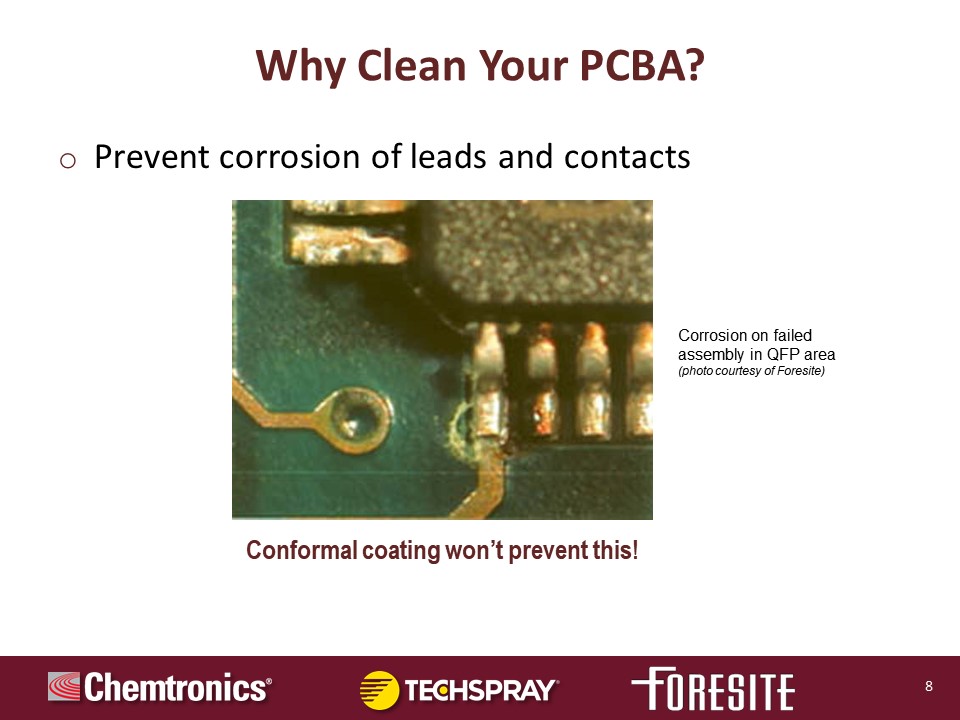
Pierce Pillon:
So, why do you need to clean your PCBA? Well, obviously, as Eric just mentioned, field failures, reliability issues. But the root of it really is to prevent the corrosion around your leads, contacts, any soldered areas that you may have on your assembly. And this is a picture here of a QFP. You can see the corrosion that's being formed around that left hand terminal. And conformal coating won't prevent this.
If you coat over residues, all you're doing is trapping those residues, and they will grow underneath that coating. 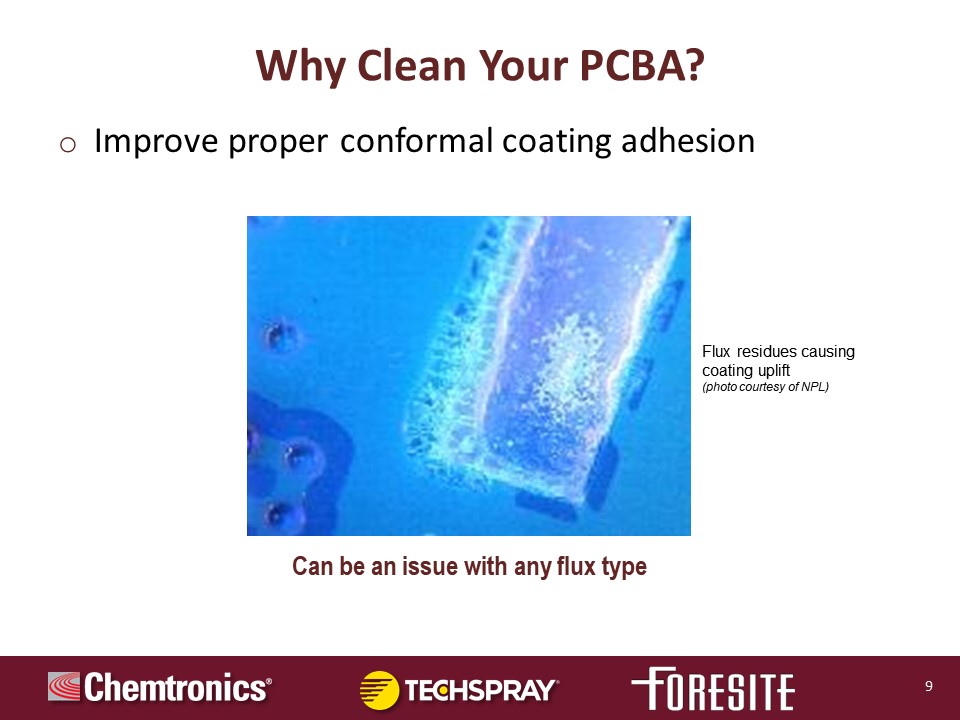
So, another reason why you want to clean your PCBA is if you're going to conformally coat that assembly as one of the last steps in your process, coatings love clean. The cleaner that substrate is, the better the adhesion that has. And if you have any types of residues under there that are active, then just as in this picture here, you can have that cause an uplift or delamination of that contact, of that coating, I'm sorry. And what that does is that allows the potential for ingress for other moisture, other contaminants, and it's just a freewheeling event after that time.
Now, this can happen with any flux type, and most coatings also. If I'm not mistaken, all coatings with the exception of perylene will breathe. They're porous to a point, some more so, some less so. And when the area in the facility, wherever it may be, is humid, it allows that moisture vapor in, it will allow out. And if you have any type of ionic contamination underneath that coating, when that moisture is available, you have two legs to that triangle that Eric just mentioned. All it needs now is a bias differential.
What About No-Clean Flux?
Pierce Pillon:
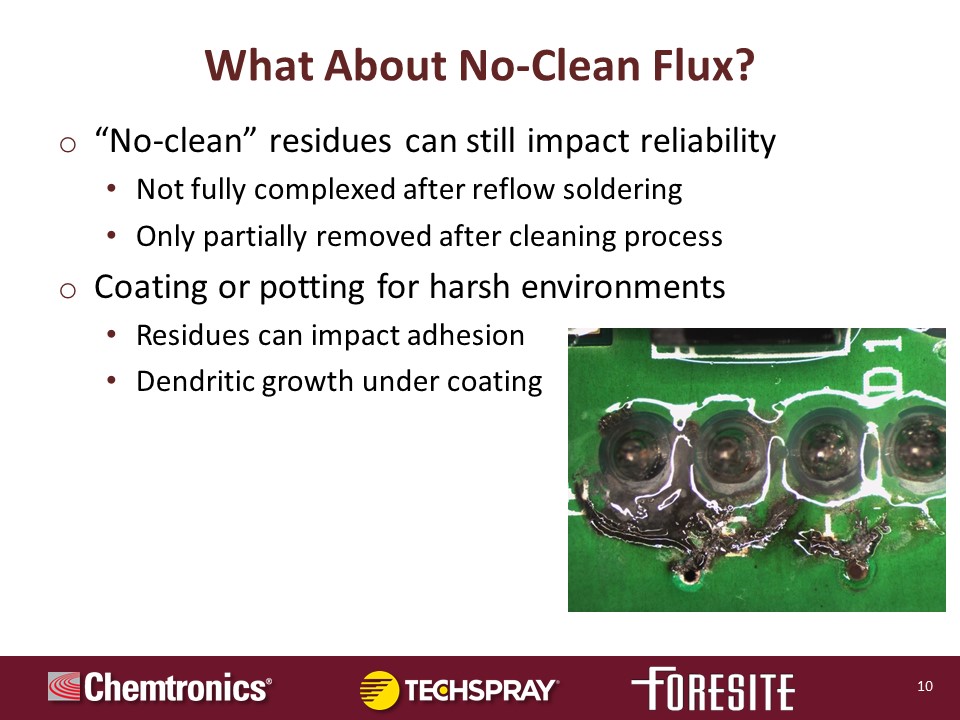
But what about no-clean flux? They can still impact reliability. Now, as we've mentioned before, once it's fully complexed, it forms that shell or that encapsulated area over the materials that you want to protect your substrate from. Now, if it's not fully complexed after soldering, you have an issue. You still have those ionic materials that are available to cause corrosion in that area. If you do decide to clean, and you only partially removed those residues during the cleaning process, what you've done now is you've breached that shell. And again, now you have those contaminants that are available to form that triangle.
So, generally, the operations engineer will have to make that call of whether to clean the no-clean or not clean it, because if you breach it and only partially clean it, you're going to have problems a lot more so than if you'd have just left it alone. So, that's a call that the engineering staff in the manufacturing facility is going to have to make.
If you're coating or potting for harsh environment, obviously, residues can impact that adhesion, like we mentioned. And also, as we mentioned, you can get dendritic growth under the coating if the residues are still there at the time of coating. And you can plainly see this in this picture. The shiny areas over the terminals there, that's coating. And the little black areas, the little river looking areas, that's the dendritic growth underneath the coating.
No-Clean Flux Cleaning Challenges
Eric Camden:
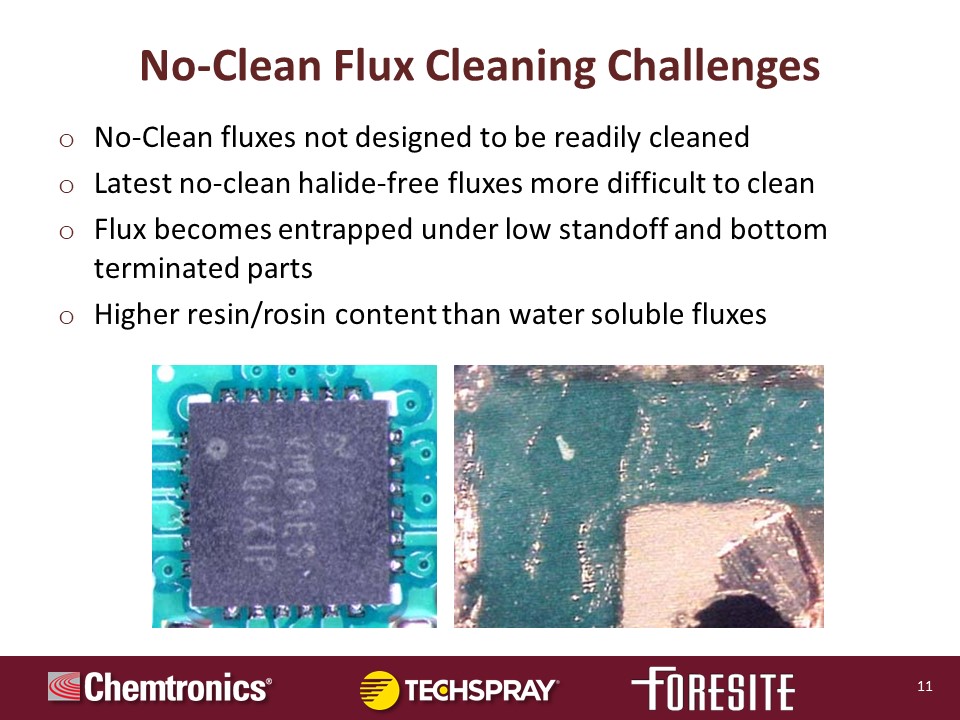
So, let's talk about challenges in cleaning a no-flux. It's designed to be not necessarily harder to clean, but with all of the resin and rosin content in a no-clean flux, it becomes very difficult to clean. And as the industry moves forward with miniaturization, and we're seeing more and more components like the QFN, as shown in this photo, we're going to continue to see challenges especially when cleaning no-clean flux.
As you can see in the photo here, this is something that we did for a customer. And they did a visual inspection, and it looked like everything was removed from the board, but when you do a removal of the components, you can see flux from the outside edge of the ground pad leading out to the leads. So, what this is telling us is this customer's particular wash process was not effective at removing any of the flux residue that was flowing underneath the components.
So, we're getting the outer edge of that, maybe the outer 15% we're properly removing the flux from, and then what we're left with is this very active, very viscous flux residue that would readily absorb moisture in almost any atmosphere, outside of a desert, Southern Texas, Arizona. At Pierce's house [in Texas], this thing might run fine. But up here in Indiana in the summertime, this would fail pretty quick with all the humidity.
So, as we keep going forward with cleaning a no-clean, I think there needs to be more discussions around should you clean this no-clean if it's only for a visual aspect on your assembly? Because the opportunity to do it wrong is so much greater with a no-clean than it is just leaving it in place.
Now, there are some genuine adhesion issues when it comes to conformal coating over no-clean flux residues. So, if that is the case, then that certainly needs to be addressed with a full testing suite of making sure that all the residues are gone. Because if you rip that band aid off and expose the wound that is the outer shell of that no-clean flux, it will readily absorb that moisture and set up the electrical leakage path.
Kevin Pawlowski:
I have a question. Some might look at this photo go, "Wow, that's under my component. How do I see under my components for myself?" Now, I know you can't just desolder because you're changing the chemistry or reactivating, you're doing different things. How would somebody take a look at under a component like this?
Eric Camden:
Well, under component like that, you actually would have to do mechanical removal. Well, I guess it depends on what your endgame is here. So, for this unit right here, for this particular QFN right here, we did do a thermal removal. Because we were only doing visual inspection on this. We weren't doing any chemical analysis. So, if we were to be tasked with doing chemical analysis of any residues that were present underneath the QFN, we definitely would have used mechanical removal, because any secondary thermal application will drastically and variably change the amount of ionics that are present as it goes through a secondary thermal excursion.
So, what we will get through with the testing is how to test under bottom terminated components, and that includes BGAs, micro BGAs, QFNs, anything, especially anything with a large thermal ground like the QFNs have. So, doing mechanical removal, and normally, around here, we use a small jeweler's hammer with a flat Exacto blade, cleaning with IPA [isopropyl alcohol] before you use it real good. And you use as little force as possible too. It kind of fractures the solder joints and allows it to come off the board because you don't want to induce any damage or any ionics from the solder mask, which could include any of the bromine from the fire retardant, things like that.
So, it becomes a tight rope of, okay, how many of these boards do we want to sacrifice for mechanical testing, mechanical removal of these parts?
Cleanliness Tests for PCBA
Eric Camden:
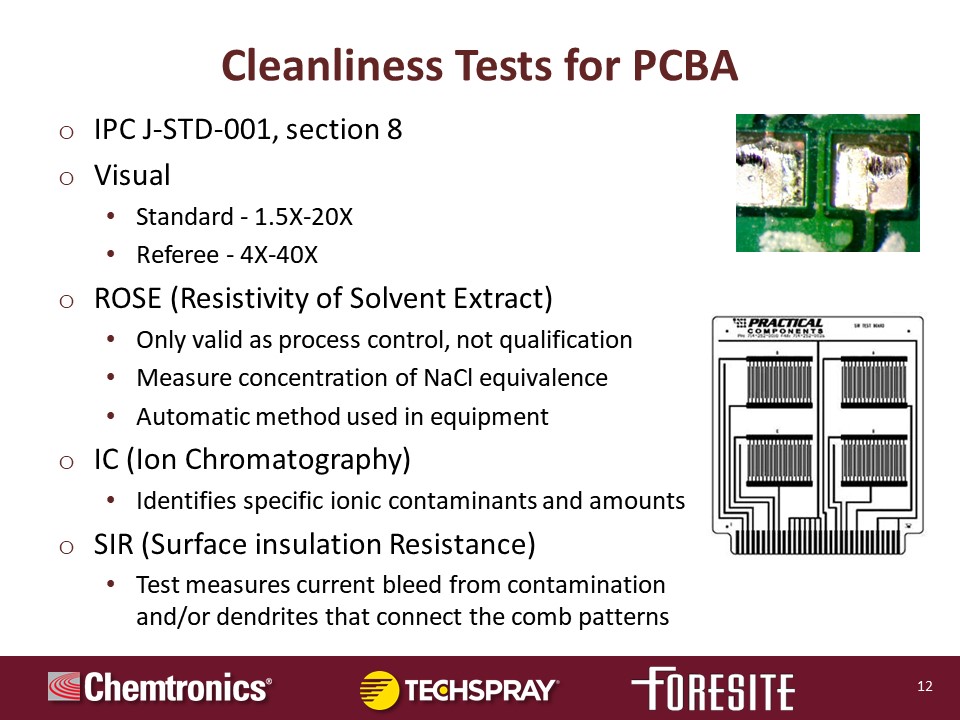
What we're going to talk about is how to test. So, when you start talking about the IPC, and if you're beholden to the J-STD-001, there's obviously been a change in what is acceptable and what is not. So, when you're looking at qualifying a process, you're normally going to use some of these same tests as shown on the slide. With a visual inspection, your standard is only up to 20X, and that's based on spacing and lead pad width. So, even at 20X, you may not be able to see the little fine details of trace residues. So, if there is a question, you can always go up to 40X for a referee call. But again, that's on very small architecture.
ROSE testing, that was the biggest change in J-STD-001, section eight. And I know Mike's on this call, and he's well versed in this as well. We had a pretty good consensus of users and suppliers in the industry when we looked at revamping section eight of the J standard. And ROSE test is no longer acceptable for qualification. And if you read WPO-19, the white paper that's associated with this change, and you'll see that it was clearly never intended to be used for qualification, only for process monitoring. So, when we start talking about how to test do you have an effective wash process, you can use ROSE to do the process monitoring. But before you do that, you have to use surface insulation resistance to show that your materials are compatible, to see how well your CM is processing all these materials together.
But then there are other ways to test, including ion chromatography. When you do the mechanical removal of components, you can do localized extractions or a number of different methods to do that. The Cleaning and Coating Conference. Actually, Doug Paul's from Rockwell Collins, or Collins aerospace now. He and myself, well, we did a presentation where we outlined, I believe it was 14 or 15 different ways to do localized extraction.
So, when you're looking to qualify a cleaning process, and this is especially true with no-clean fluxes, you can't just take your assembly or even your B-52 test or B-25, whatever it is, and just dump that thing into a ROSE test or get a passing grade and say, "Okay," or what was once thought to be a passing grade, and say, "We're good to go." You really have to get in here and look at your process and the materials that you're using, your saponifier, your fluxes, everything that goes into this cleaning process, and determine just how effective this is with more in-depth analysis like DSIR, like ion chromatography.
And then once you have a known good wash process, known effective wash process, then you can go back to using the ROSE tester that inevitably most CMs have on their floor. And they are limits for a no-clean board, or excuse me, results for an no-clean board, where one microgram of sodium chloride equivalent, or they could be 100. The number is really immaterial at this point because you're using your equipment to measure your process, and it should just be repeatable on that one product. So, when we're talking about cleanliness testing for PCBAs, we need to separate qualification from process monitoring. And there are a number of ways to do it. But if you're beholden, again to the J-STD-001 because of your contract, then you need to know that going forward with any new products that you will need to build a larger set of objective evidence to get to what cleanliness tests you need to be using.
Kevin Pawlowski:
Let's say I'm running a batch system with Aqueous Tech [equipment]. And it says my boards are clean, right? It runs until it's clean. How does the machine know that?
Eric Camden:
The machine, and I know that of all the batch cleaners, I'm a little familiar with the Trident series [by Aqueous Technologies], it is trying to measure the resistivity of the rinse solution. So, if that's what it's measuring, it's not compatible as a ROSE test at all. There is no way for a batch washer to give you a ROSE equivalence measurement. So, what it does is it's based on its own algorithms.
This is another test that you can use for process monitoring that you build that number based on this larger set of objective evidence that says, "Yes, I've proven that this is a good result, a good, effective wash process." And now as my Trident III, as it measures the effluent coming off of my rinse cycle, and it's measuring whatever it is I'm measuring, then you've set your own baseline for what your cleanliness should be.
But again, that's not going to correlate to any IPC test. Certainly, you can't tell because it's going to be water only. So, if you've got a good system, using high quality deionized water heated to 130 to 150, whatever it might be, I mean, that is pure water. And there is nothing in the 2325 IPC test method that talks about the ROSE test testing for cleanliness that says you can use pure water only. You have to have a solvent in there. So, especially for that type of system, or really any batch system that does a measurement on the rinse, you have to know that's particular for your product, and not all your products.
Kevin Pawlowski:
Do you think that ROSE is capable of monitoring a process on assemblies with components with the standoff off less than one mil? My experience says the solution can't penetrate the tiny gap. So, sort of an extraction question of getting into those tight areas with surface tension.
Eric Camden:
Right. And that's a very fair question, because that's one of the reasons I was saying earlier, when you are looking to qualify your wash process, you really need to look at live boards. You need to build a certain number of boards that were going to be scrapped where you do mechanical removal. And what you end up doing is you make a rough correlation between something like ion chromatography along with your ROSE tester. So, if you've got 10 boards, you've built 10 boards, five of those, you're going to do localized extractions in multiple areas, and then you're going to do your ROSE test and see what your results are. Well, I've got good results from my ion chromatography, and then my ROSE test in my facility says I'm getting five micrograms of sodium chloride equivalent. So, now you've set that baseline. And the question is, is it a good test for low standoff, half mil, mil standoff height, bottom terminated type components?
What the ROSE tester will do, it will indicate if there's been any shifts in your parameters to an extent that you'll get a gross change. If you've got a single dot of highly active flux residue on one component, one cap, or one small QFN, something like that you reworked, it may or may not detect that. So, we're going into this ROSE test with a monitoring point, with open eyes saying, "Okay, some things may still get through, but without seeing any variation in your ROSE test that you've set your baseline acceptance criteria on versus a more thorough analytical technique like ion chromatography, then you can't see any noticeable changes in your process."
So, unless you're going to do a much more thorough screening, which is just absolutely unrealistic to think you can do ion chromatography all the time, you have to rely on that ROSE tester that at the end, it's getting everything that it had, excuse me, it's solubilizing everything that can become soluble during that test. So, it can be used, just with a grain of salt, no pun intended, because you have created your own baseline acceptance criteria on a better set of analytical data.
You Have a Cleaning Problem – Now what?!
Pierce Pillon:
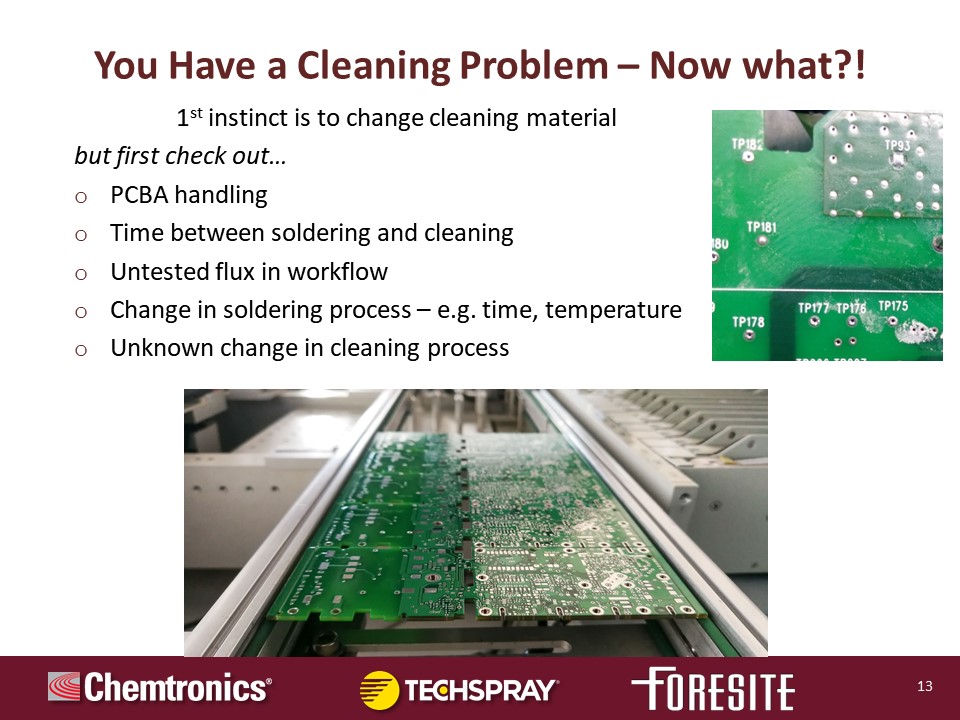
Okay, so you're going along in your manufacturing process, and your operator or your floor engineer says, "Okay, we've got a problem in our cleaning results at the end of the cleaning process. So, now what?" Okay, well, the first thing that usually happens is the finger gets pointed at the cleaning product because that's the nearest thing to the result. Is that always the case? No. Is it the case sometimes? Yes, okay?
Now, Eric and I look at these, we go at it from slightly different points of view, but we both have the idea that there are so many variables in the process upstream of your cleaning process, that that's where we go first. We look at everything in that process because one of the first questions that I ask is, what's changed in the process? And the answer is invariably no. What that really means is no, none that we know of, that we are aware of. So, that's what that really means.
So, we always look at the process. Now, he goes about optimizing it in a very organized way. That's what he does. He optimizes, tests, reoptimizes, retests, and validates as he goes along. I'm just looking for the root cause of the problem to get the customer back up and running, okay? And that's pretty much where my expertise ends in the process. But there are some things, some areas, and there are much more than what's just listed here. These are just a few of the things that kind of stand out. First, how are the PCBAs, how are the assemblies being handled? Look at that picture at the right. There's a big, jolly green giant thumbprint right in the middle of that board, okay? Well, it obviously wasn't with gloves, so the operator wasn't wearing gloves when he handled the assembly. That's problem number one.
Potential problem number two is that he just finished lunch, eating McDonald's fries just laden with salt, and now he just deposited that salt and anything else that he had on his hands on to that assembly, okay? Just loads of different types of contaminations. So, look for things like that. Look at the time between your soldering process and your cleaning process. If you've had an upset somewhere else, and you've had to rack those boards for a while, that could be an issue. Because what we have seen is that residue evolves over time. It hydrates, it goes under some chemical changes, some physical changes. It also tends to adhere more strongly to the board or to the substrate over time.
Just a little short story here. We were doing some trials with one of our products in our batch system for a customer that was considering our product. And he sent in some boards that he had manufactured. And we have kind of a set starting point, and then we go from there. Our set procedure just barely touched this residue, okay? We made some adjustments in the parameters of our process, and were able to completely at least visually clean the board, which was our end goal at that point. So, we returned the boards for evaluation. And that's when we found out that those boards had been sitting there for almost four months before he sent them to us. Now, he didn't have to go to the extremes when we supplied him with material of the extremes that we had to go to in adjusting the process because his didn't sit around for four months before they got cleaned.
If you have an untested flux or new paste that you've introduced in the workflow, and the cleaning guys aren't aware of it, what you actually have is you have an unrecognizable residue in that workflow now. And another quick story, these are just little examples. We had a customer. This was with a vapor degreaser he was using, and he was a CM. In the past, he had used one liquid flux and one paste, successfully cleaned them with this process in the vapor degreaser. However, this time, he used them both on the same assembly. And he was getting areas of unsatisfactory results in his cleaning process. And what we found was the areas that had been used before and successfully cleaned, those separate areas were clean on this board. It's where the liquid flux and the paste residue commingled. So, it was a different flux of what they had ever done. And we were able to get them back on the road. We adjusted some of his vapor degreasing flow as far as introducing a new cycle. And he was able to do that. But that was something that he has kept in mind all along, of try not to mix your fluxes because you'll come up with a different beast every time.
If you have a change in your soldering process, if you've increased or decreased or increased your temperature on your reflow. If you've increased the duration on the time of your T sub two time, which is your peak free flow time, you will end up with a different beast. That residue is not the same as when you're following the profile. And another little short story. Everything was rocking along for this manufacturer, and all of a sudden, he was getting unacceptable results in his cleaning process. So, we went through and we started. We kept dividing the system in half on the upstream side. And it came to where they noticed that the profile had changed on their reflow oven. So, whether it was Bob leaning up against the touch screen and changing to a different profile, we'll never know. But they reset it. They ran a number of test boards through. They validated their process. They did their cleaning testing. Everything was acceptable. And so, they were back online.
If you have any changes in your cleaning process, one of the parameters is changed, you forgot to change it when you set up your menu for this particular type of residue, whatever it may be, that can affect something that comes through. Another customer was using our product. And again, the first question is, did it work yesterday? If it worked yesterday, it's not the product, okay? So, we started looking at... And this was actually during COVID. So, we were doing this over the phone for a number of days. They had a monitoring system in place, kind of a third party monitoring system with a dosimeter to keep that concentration between a high and a low range there. And the dosimeter was very erratic, is what they found. They'd be going along, and it's injecting material back into the sump to mix and everything. And it would do it properly for sometimes, it would underdose sometimes. And it took a while for it to catch up. And when it did, it rocked along for a little while longer, and then it would go get a glitch again.
And so, anyway, we got it narrowed it down to that, and they changed out their dosing equipment, and it's been fine ever since. So, it behooves you to look at your process rather than pointing the fingers at the product. And that's not saying that it's never the product, but it's more likely the process that has changed in some way.
Kevin Pawlowski:
I've got a few things that I can add to this, is the time between soldering and cleaning, where that's come up before is weekends. So, a facility that may rack up boards for cleaning, and some are left over for over the weekend to clean the next Monday, or a long weekend, or whatever. So, that duration when it changes is additional of variables. Then the untested flux in the workflow, it seems strange to randomly put a new flux in a workflow, but rework is where that comes up from time to time. And so, you have a wire solder that is different than the original solder. And as Pierce mentioned, interacting fluxes, if you're changing out components and there's a no-clean, it could be interacting with that. So, you could have a chemistry experiment going on there. So, just a few more other just typical kinds of things we see out there.
Process Optimization
Pierce Pillon:
Okay, so now we're kind of getting into the area of this is Eric's deal, but there are a couple of things that I would like to touch on, that when you optimize your process, it depends on the type of cleaning. It depends on the cleaning process itself. Whether it's ultrasonic, vapor degreasing, manual cleaning, whether it's spray-in-air batch and inline, we'll touch on all of these in a moment. But it does depend on the type of cleaning on how you go about optimizing the process, because they're all somewhat different in their approach to cleaning.
Process Optimization: Ultrasonic
Pierce Pillon:
Okay, first is ultrasonic. For those of you not very familiar with ultrasonic, other than maybe that's where your wife cleans your jewelry, this is basically how it works. So, I'm not going to get too deep into it. But the equipment has transducers in it. Some of them are single transducers, some of them are adjustable, some of them are not. So, it kind of depends on your process and the equipment that you're using. But essentially, the transducer generates sound waves through the liquid in the bath, whether it's solvent or water-based. And what this does through a process called rarefaction, it loosens the tensile and cohesive bonds between the molecules. And essentially, that creates a void. That's called rarefaction, where it creates this void or a bubble, if you will.
So, based on physics, every action has an equal and opposite reaction, now that you've created this void, that void is going to collapse. There is a compression portion of that process, where that void collapses and it implodes. And when it does, in little microscopic areas, and this is called cavitation, it produces an immense amount of high heat and high pressure in very small areas. Now, the issue is, is that you've got a lot of these voids or these bubbles going on at one time.
So, that's the basic system, and then it just repeats itself. Like I said, there are water-based cleaners or solvent cleaners that are used in these ultrasonic baths. Water-based cleaners will always require rinse because sometimes those are high pH. They contain saponifiers as part of the cleaning emulsion process, and those can be just as damaging to the substrate as the original residue. So, those definitely require a DI rinse after removing from the bath.
Some solvents, and by that, I mean either engineered fluids, or hydrocarbon type solvents, whatever they may be. We always recommend that once they come out, that they go through a separate small rinse process with some of the same solvent. Because think of it, after that first part that you put in there, that bath is continually getting dirtier and dirtier and dirtier, and you're dragging that part up through dirty solvent or an aqueous-based cleaner. So, you need to get that material off of there.
Now, as far as optimization issues go, these are about the five priority ones that need to be looked at. And I'm going to go a little bit out of sequence here and look at frequency first.
The frequency needs to be looked at because if it's a low frequency and high energy density, can cause damage to parts, real bad damage to parts, especially thin materials or delicate components. That is a very violent process. Doesn't look like it, but it is. So, high frequency on the other hand has... That's more for your precise precision cleaning, for low soil loads on the part, and that gets away less or more, it gets away from the cavitation. And there's a phenomenon where it moves towards called acoustic streaming. And it's more of a back and forth, a little scrubbing action. Because with a higher frequency, you have less cavitation, you have smaller bubbles, you have small or short durations that that bubble lives. And so, the cleaning results, or the cleaning process is a more delicate process.
Looking at the process time, you want to allow adequate time to clean the board to your satisfaction, to the requirements that you have to meet. But you don't really want to leave it in there for any longer than you have to because that's just adding the potential for damage to that part. When considering outside temperature input, just be aware that that does affect the chemistry. Because with the higher heat input, it affects the viscosity of that material, which affects the rarefication cavitation cycle. So, that can affect your cleaning results.
One thing that I will bring out here, if you have an existing process, and you're looking at changing chemistry, or you're interested in even instituting an ultrasonic process for your manufacturing area, this is a good time to mention, get your equipment guy, and your chemistry supplier, and your engineering staff all on the phone at the same time to talk it over. Because there's nothing worse than making a mistake of buying the equipment with the wrong transducers or the wrong type of equipment, try and match it with, even worse, the wrong type of product. So, it's very important that you get all of the principals involved.
Solvent change-out schedule, that's very easy to do. It's doing it with a trending method. And it's very easy to do. If you have the same part, the same throughput all the time. How often is that the case? Almost never. So, that's something that's going to be put on the operators, and that can only be done really by trending, by doing some testing of the solvent loading, however that needs to be done. And figuring out just about where you need to be within a certain time frame of changing out that solvent. Rinsing, as we mentioned before, is an important part, especially if it's a water-based material because it can damage the substrate. If it's a solvent based material, it could be emulsified, or not emulsified, but dissolved materials into dragging up with the board that are going to remain on the board. It should be rinsed in a separate process.
Process Optimization: Vapor Degreasing
Pierce Pillon:
Okay, for vapor degreasing, I'm not going to go very much into the vapor degreasing mechanics. It can include ultrasonics. They can be equipped with that or a spray wand. Most of those are options when you purchase the equipment. It is a very reliable, very consistent, and a very low variability process. Now, the way the process works, and I'm going to hit on this, and the optimization issues is the time and design, and by that I mean the vapor phase.
As you have hot vapors coming up off that hot liquid, that's you're cleaning zone. And so, you put that relatively cool, that room temperature part, you lower it into those hot vapors. So, the vapors condense on that cooler part, dissolve the contaminants, and by dripping, it rinses those contaminants off back into the vapor zone. Well, that continues until the part and the vapor zone equalize in temperature. And then condensation stops, your cleaning cycle is over.
Now, you can do multiple cycles, but you have to bring that part back out, bring it up to around your refrigeration coils, let it cool off, and then you can lower it back down because you have that temperature delta again. A lot of those need to be checked because every flux or every residue may have a slightly different procedure. And you want to optimize your time and your efficiency and get as much throughput as you can do. We have seen there's an over reliance on a spray wand. They'll be used to partially dissolve materials, make it easier, and... Well, if you're going to do that, why not just use an aerosol and be done with it? Just my opinion. The spray wand is designed as a final rinse if you need to remove any potential small particulates off of that substrate. Because this is not just used for electronics cleaning, it's also used for precision machining parts, too.
The solvent composition change, if you're using an azeotrope formula, you rarely ever get a composition change or very small changes. The goal is to have your vapor composition the same as your liquid composition. That's what you get when you have an azeotropic formula. If it's a near azeotrope, there will be some skew one way or the other, but it will be very stable. But if for lack of preventive maintenance, other equipment issues that can go awry, that solvent composition can change. And so, it'll skew real far one way into the vapor zone, and the opposite direction into your liquid. Could be a safety issue, as well as really bad cleaning results. So, that's something that needs to be looked at over time.
Process Optimization: Manual/Localized Cleaning
Eric Camden:
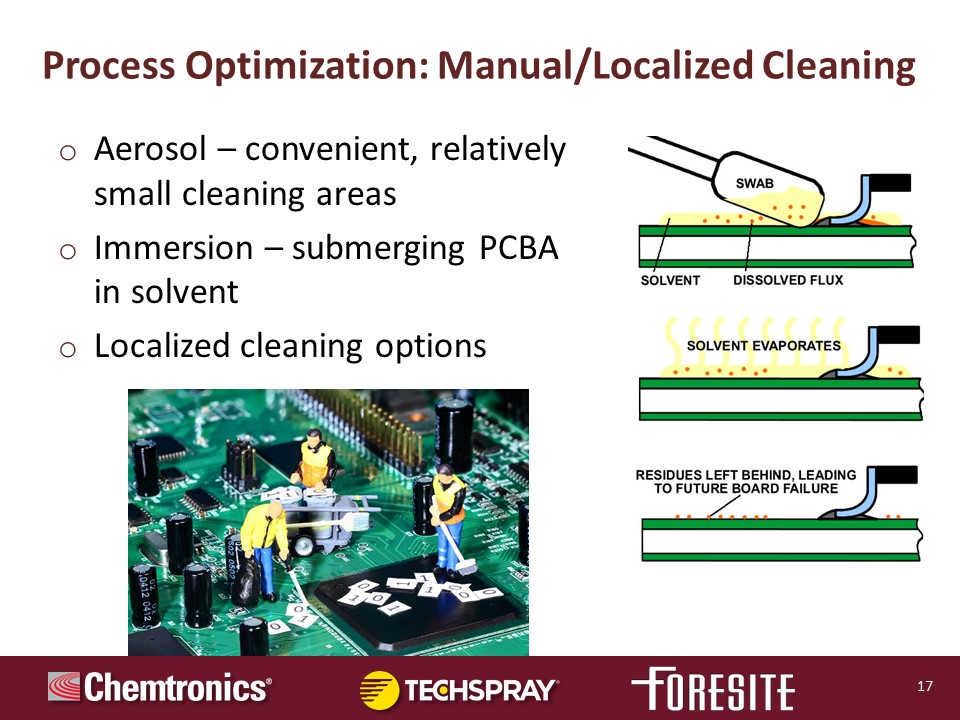
I'm going to hit on a couple things real quick here. I know we're kind of up against time. We're going to leave a few minutes for any questions and answers. So, some of the processes that we see that are heavily affected, especially when it comes to no-clean soldering is localized cleaning after processing for removal for if you need to look at test points, whatever the reason that you have for cleaning this.
There are a couple different ways to do it. Aerosol, immersion and other localized type. And I think, I would say the vast majority one I've seen with CMs when I go out to do process review is they'll just take a simple brush, an acid brush, they'll get it wet with some sort of an IPA or some kind of solvent, and they'll scrub in the area that they just touched up on the solder. So, the thing to remember with any type of localized cleaning is that solvent that you're using to clean with is not some magical material that makes anything that it touches inert. We know what it does is it softens the residues and it spreads them out over the entire surface area of wherever your effluent is running.
When we're looking at areas like I see in this board right here for these various reasons, the problem with a lot of localized cleaning processes is controlling the effluent. So, go ahead and go one more, and we've got some data here. The transfer of the flux from a hand solder area to nearby components. That's one of the biggest issues that we see with localized cleaning. And this absolutely speaks heavily to the no-clean process, because what this does, a localized brush cleaning, that means you've got a person doing this process, so it's variable to begin with. Humans are inconsistent. Humans are always one of the leading causes of failures when it comes to circuit board.
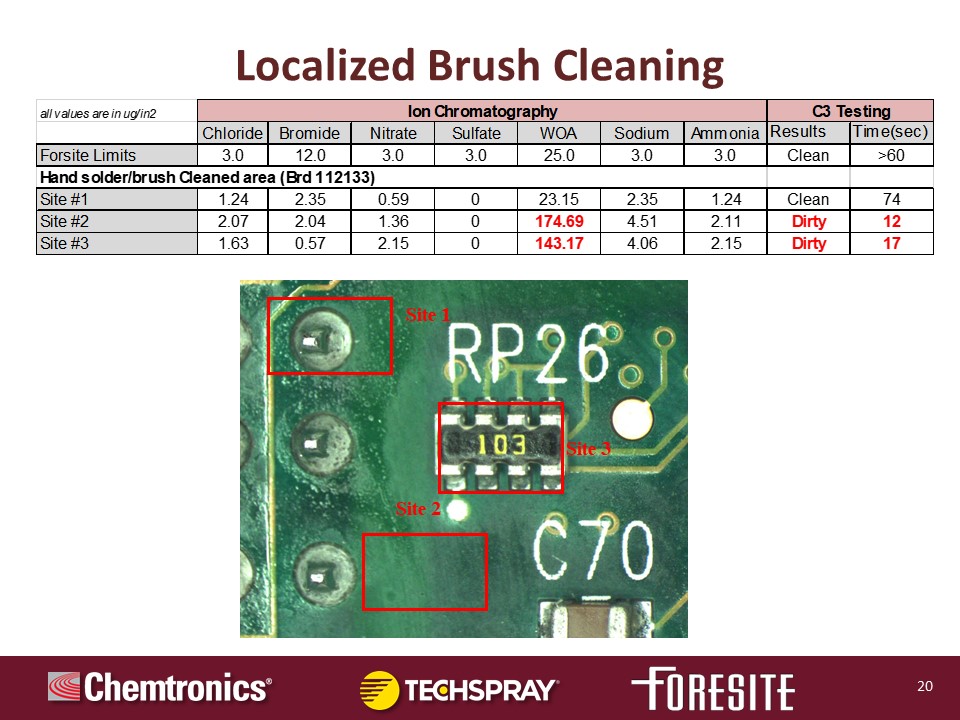
So, when we started looking at localized brush cleaning, we're softening that material and we're allowing it to flow to surrounding components. So, now go ahead and go to the data. And this is a study that we did for a customer that had an issue with localized brush cleaning. In site one, and then this was taken before the localized cleaning was done. The area that they were looking at cleaning, in the end with the ion chromatography, what it tells us was site one where they would do the cleaning at, it was clean. But the component next to it at site three, it had absorbed, the surrounding area had absorbed a lot of that effluent because it wasn't properly rinsed after the localized cleaning process.
So, localized brush cleaning, it can be very difficult to determine how best to do, but it's very component specific, and no matter what type of component it is, that is something that you have to consider an extra rinse cycle for. That might be using clean IPA or deionized water to rinse that area and make sure that it all flushes off the surface of the board. So, that's one of the issues, and that's one of the things that's hard is to optimize.
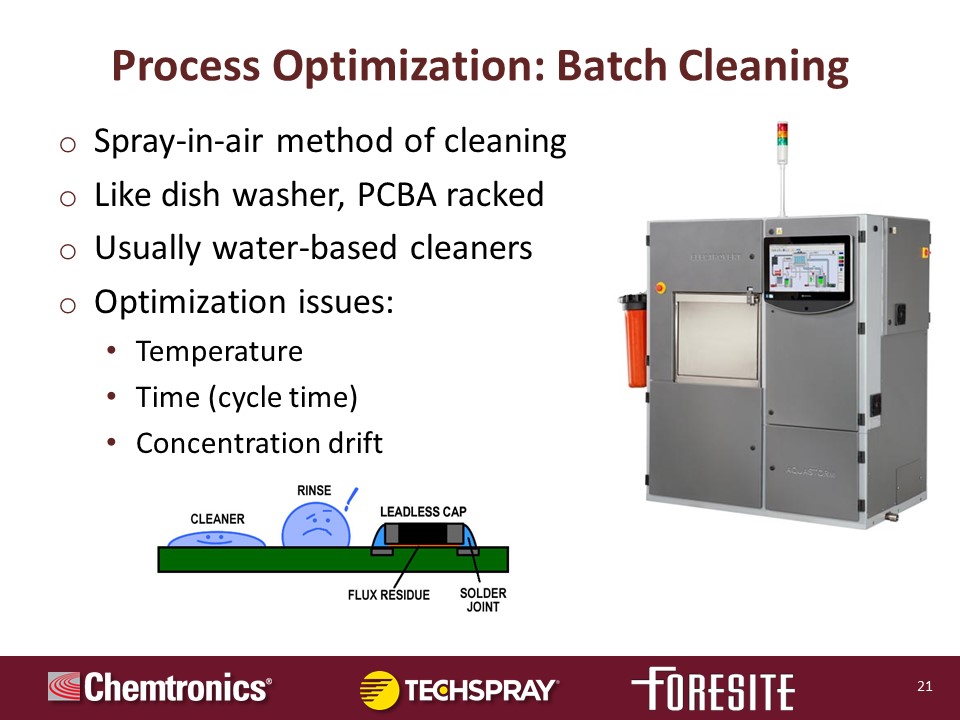
Process Optimization: Batch Cleaning
Eric Camden:
So, when it comes to batch cleaning, when you go to review and optimize a batch cleaning process, there are certain things that have to be kept in mind. Now, each particular product is going to clean in a different way within a batch cleaner. So, what we always look at is repeatability. You can only have X amount of boards. You can't pile them right on top of one another. You create too many shadow opportunities. So, you have to look at orientation. It has to be consistent. The number of boards in the rack has to be consistent before you can really optimize a wash process with the batch cleaner and determine if it's repeatable and effective, which is done on a daily basis, it seems, around the world.
When you're looking at a lower volume production, a batch cleaner is a fantastic option. Smaller footprint, easier to run. But you've got a lot of different variables you have to take into consideration that you don't with the next process, with the next piece of equipment, which is your inline cleaner.
Kevin Pawlowski:
So, one is how do we monitor the detergent, a water-based cleaner to see at what point it's soiled? At what point is it maxed out? What do you think, guys? How do you monitor something like that?
Eric Camden:
One way to determine if your cleaner is loaded up is just by your normal process monitoring point. Now, if you're using your ROSE tester, and then if you're getting three micrograms of sodium chloride equivalent with your proven golden process, you've got a fresh tank of saponifier in there, all your parameters are dead on as you want them, and your perfect number is three, well, after you wash 500, 1000 boards, whatever it might be, that number will start to creep up. You'll see that be four or five. Because what happens is your saponifier, as it loads up with flux and other process residues, as those residues become bound within the saponifier, then that saponifier becomes less effective at removing other flux and process residues.
So, through normal process monitoring, if you're monitoring this at the end of your wash line, you can normally determine that it's your wash bath that needs to be refreshed in some way, shape, or form to bring that number back down. So, you should be able to detect that kind of change in your wash bath just through normal process monitoring, which certainly should be done just for that reason.
Process Optimization: Inline Cleaning
Eric Camden:
So, when we're looking to optimize an inline cleaner, some of the same concerns that exist with the batch cleaner still exist with your inline, looking at orientation, the way it's inserted on the belt, and the way it runs through the system. But now we're looking at different parameters with the spray bars because they're static. They're not going to spin around and introduce water from all these different angles. It's a fixed position. So, the way to optimize an inline wash process is to, if you're going to change anything for increased effectiveness, you can look at slowing the belt speed down, you can look at increasing the temperature.
In our recovery cleaning lab around here, we run about 150 degrees in almost all situations. So, if your equipment can go up to 150, we definitely recommend that. But you can optimize it by doing small changes to the angle at which the spray bars are canted.
So, when we start talking about those no-clean, excuse me, the bottom terminated type components, you need to create some sort of a horizontal flow. It's more mechanical and more horizontal with your wash solution. You have to make sure that you give it enough time to solubilize and then remove, push out all these residues. Give the chemistry more time to do its job. You can't set a belt speed of four foot a minute and expect to have clean QFNs, or really anything else. So, I mean, these are just different ways you can optimize different types of cleaning equipment to give you that effective wash process that you need.
Cleaning Product Problem?
Pierce Pillon:
Okay, so you think you have a cleaning product problem, or you've determined that it's not the process, but you never know. So, here we go. If you've had a change in a process or a flux, that could require a new cleaner. If you have tried every way possible to optimize your cleaning process, and it's just not doing the trick for this change that you've made, you could require a new cleaner. But please get your chemistry supplier involved in this if possible. Because here's the deal, not every cleaner will clean every soil out there. They do have a window that they can operate into. If I could make one cleaner that would clean everything, I would be rich.
But some of the issues that you can run into with your cleaning product, there are variances that we allow in our production of that product. We have to deal with raw material, min max type windows, the same way that we do after production but before packaging. It goes through a very thorough quality testing, as I'm sure all of our competitors do. And every physical property or chemical property that we look at has a range that it has to fall in. There's a minimum and a maximum range.
Now, what happens if it skews a little bit over one way. It's still acceptable to us to put it out the door, but it may be right on the edge of your process. So, you may need to reoptimize that process and tweak it just a bit to bring that window back into where you're getting acceptable results. Maybe you're right at the end of a shelf life or you've gone past the shelf life of one of the products. That's very rare, only because most people are operating under ISO guidelines now. And once it hits that expiration date, boom, it's gone. It's gone, okay?
There are times when manufacturers like Techspray and Chemtronics, we're forced to make formula changes in our product to meet regulations that are coming down the pipeline. That's also pretty rare, but it does happen. We try to make, well ahead of time, all of our customers know that this is coming, and that it's nothing that we're doing on our own. We're being forced to do it, just like all of our competitors.
But if you do have a product problem, to help diagnose that, once you've gone through your process, the chemistry supplier is going to require, whether it's us or someone else, the lot number on that product, any details that you can give, parameters on your cleaning processes, details on your soldering process. Anything that is relevant that you can think of, we need to know. That gives us a better possibility of finding out what the issue is. But just be aware that the place that people are really going to start looking for an issue is in the process. Process issues are by and large the cause of most cleaning issues.
Kevin Pawlowski:
I did want to touch on the formula change thing, just to make sure it's clear. When there's a major formulaic change, a manufacturer will generally change the part number, change the product name, things that make it very obvious, which would force a requalification. There may be very, very minor adjustments that may not require a change of part numbers, things of that nature. So, it can vary. But generally speaking, those type of changes aren't going to affect performance and other things. But getting a relationship with your chemical supplier is very important. So, if there is any question, you can find that out. A lot of times you may be buying from a distributor, and a distributor may not pay as close attention. And so, get that direct relationship with your local chemical sales rep or Pierce Pillon, of course.
Conclusion
Kevin Pawlowski:
So, the original question, there's a cleaning defect. Is it the process or is it the cleaning product? And I think we've covered that. Most of the time, law of averages, it's going to be something either in the cleaning process or something upstream that's changed. The cleaner itself that worked before, it's going to generally continue to work, so it can happen, but it usually is earlier part of the process. So, it's really important to formalize your cleaning process and formalize your cleaning criteria. Because that way, if there's a problem, you can start to identify what's going on.
And as I mentioned, get to know your cleaning and equipment supplier. And here's two great resources right here with Pierce and Eric. Thanks, everyone. Appreciate you joining us.





