
Plastics and elastomers are great electrical insulators, meaning by default, they do not conduct electricity in their unaltered bulk material state. However, the vast majority of ESD-safe products, such as coatings, clothing, and specialized ESD handling products, are polymer-based.
To make these naturally insulative polymers ESD-safe, manufacturers alter their surface and volume resistivity using conductive additives, static-dissipating polymers, or surfactant-based agents. This guide breaks down the effects of ESD, the governing standards, and the science behind ESD-safe materials.
The Destructive Effects of ESD
Electrostatic discharge (ESD) is the electrical discharge between a statically charged object and another object of a different potential.
While the zap you feel when touching a metal door handle is annoying (indicating a discharge of at least 2,000 to 3,000 volts), the consequences in an industrial setting can be catastrophic. Electronic components, such as transistors and integrated circuits, are incredibly sensitive; a voltage of just 10 volts of static electricity can obliterate transistors on a chip.
ESD damage typically occurs from three main types of events:
- Discharge to the device (from the human body).
- Discharge from the device (when the device charges through contact from packaging and surfaces).
- Field-induced charge (from regional static fields).
Note: Beyond hardware damage, the electrical arcs caused by ESD are a potential source of ignition in environments with explosive vapors, liquids, or solid particulate matter like coal dust.
ESD Standards and Material Definitions
To manage these risks, the Electrostatic Discharge Association (ESD) publishes standards like the ESD ADV1.0-2017 glossary, which defines materials based on their surface and volume resistivity. Surface resistivity is the resistance to leakage current along the surface of an insulating material, expressed in Ω/square.
| Material Classification | Surface Resistivity (Ω/square) | Volume Resistivity (Ωcm) | Practical Description |
|---|---|---|---|
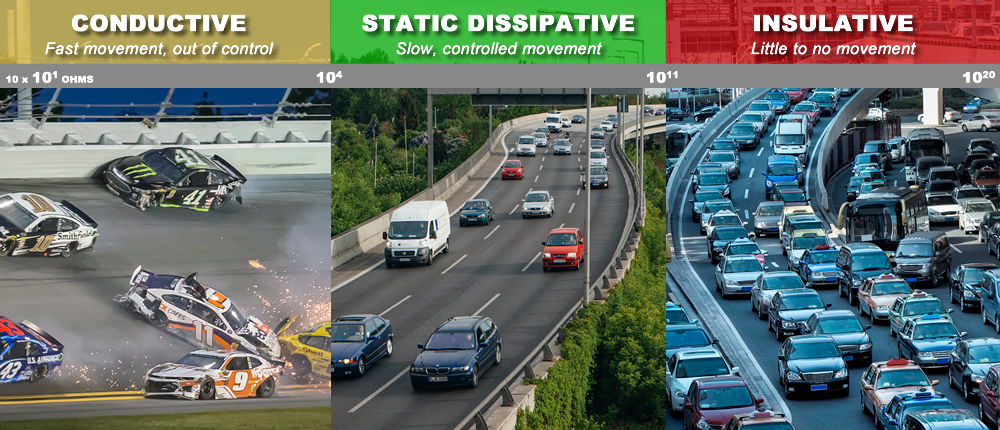
| Conductive | Less than 1 x 10E5 | Less than 1 x 10E4 | Permits electrons to flow quickly across the surface or through the volume. Analogous to a racetrack with fast cars zooming unimpeded. |
| Static Dissipative (ESD-Safe) | 1 x 10E5 to less than 1 x 10E12 | 1 x 10E4 to 1 x 10E11 | Charge flows more slowly, ensuring that when an arc occurs, it has lower energy as it tries to reach ground. Analogous to a journey in regular, speed-limited traffic. |
| Insulative | Equal to or greater than 1 x 10E11 | Equal to or greater than 1 x 10E11 | High electrical resistance where charge does not flow (e.g., standard plastics). Analogous to being stuck in rush hour traffic with no exit ramp. |
To be classed as an ESD-safe material, the surface resistance must fall within the range of 1x 10E5 Ω/square and 1x 10E11 Ω/square.
Commercial vs. Military ESD Standards
Products must be qualified against specific standards to ensure they provide adequate protection.
- Commercial (ANSI/ESD S20.20): "ANSI/ESD S20.20-2021: Protection Of Electrical And Electronic Parts, Assemblies And Equipment" is used extensively in aerospace, automotive, electronics manufacturing, and medical industries. It covers parts susceptible to damage by discharges greater than or equal to 100 volts human body model (HBM) and 200 volts charged device model (CDM).
- Military (MIL-STD-1686): "MIL-STD-1686-Electrostatic Discharge Control Program" was first released in 1980 and is currently under the control of the US Navy. There is a significant overlap between ANSI/ESD S20.20 and MIL-STD-1686; a product certified to the ANSI standard would likely pass the military standard testing in most aspects, though it must still be officially tested. You can view a direct comparison of the two standards in this document.
What Makes Polymer-Based Products ESD-Safe?
Because plastics are natural insulators, they must be altered during the manufacturing process to become static dissipative. This is achieved using the following additives:
- Conductive Additives (Carbon Black & Metals): Manufacturers traditionally use conductive carbon black, which forms a conductive additive network within the resistive polymer network. Metal powders (such as Al, Au, Ag, Cu, and stainless steel) can also be used. A higher mixing time results in better dissipation of the additive and a more consistent conducting matrix.
- Static-Dissipating Polymers: These provide long-term ESD levels by forming a clear coat on the surface (such as Techspray Licron).
- Surfactant-Based ESD Agents: These additives have a partially hydrophilic structure that attracts a film of surface water, lowering the resistivity of the part and allowing excess electrons to dissipate. Both static-dissipating polymers and surfactant-based materials can be applied directly to the surface of a finished article as a spray or dip.
Frequently Asked Questions (FAQs)
Q: How much voltage does it take to damage an electronic component?
A: While it takes 2,000 to 3,000 volts for a human to feel a static shock, a voltage of just 10 volts of static electricity can obliterate transistors on a microchip.
Q: What is surface resistivity?
A: According to the ESD Association, it is the ratio of DC voltage drop per unit length to the surface current per unit width. In simpler terms, it is the resistance to leakage current along the surface of an insulating material. The higher the value, the lower the leakage current and the less conductive the material is.
Q: Can a material be both an insulator and ESD-safe?
A: No. By definition, resistivity exists as a spectrum, and a material can only exist at one point in that spectrum. Insulators have a surface resistance equal to or greater than 1 x 10E11 Ω/square, whereas ESD-safe (static dissipative) materials fall between 1x 10E5 Ω/square and 1x 10E11 Ω/square.
Q: How are clear ESD-safe coatings made if carbon black makes polymers dark?
A: Instead of using carbon black or metal powders, clear ESD-safe properties can be achieved using static-dissipating polymers or surfactant-based ESD agents. These attract a film of surface water to lower resistivity and can be applied as a clear spray or dip.
If you’d like to know more about specific ESD-safe, clear coatings for your applications, head over to the Techspray ESD products page for more information.










